Drill bits are rotary cutting tools that are used to produce holes in solid material. The process is called drilling. Drill bit or drills are multi-tooth tools that are held on the rotating spindle of the drilling machine and fed against the stationary work piece. On a lathe the primary rotational motion is created by the revolving work piece against which the drill is fed.
In precision metalworking drilling is often followed by reaming to produce holes with high accuracy and surface finish.
Drill Bit Sets
Since drilling is one of the most common machining operations you might need different size drill bits. Drill bits sets are available in the increment of 0.10mm and 0.50mm sizes. Depending upon the type of work chose the right set of drill bit for your job.
Drill Bit Types
Drill bits come in various sizes, material and shape according to their intended use. The most common type of drill bit is the twist drill.
Twist Drill
Twist drills are cylindrical cutting tools with helical flutes along its shaft and cutting edges and its tip. The cutting points at the tip of the twist drill bit does majority of the cutting while the flutes pulls the metal chip or the cut material out of the hole.
Twist Drill Geometry
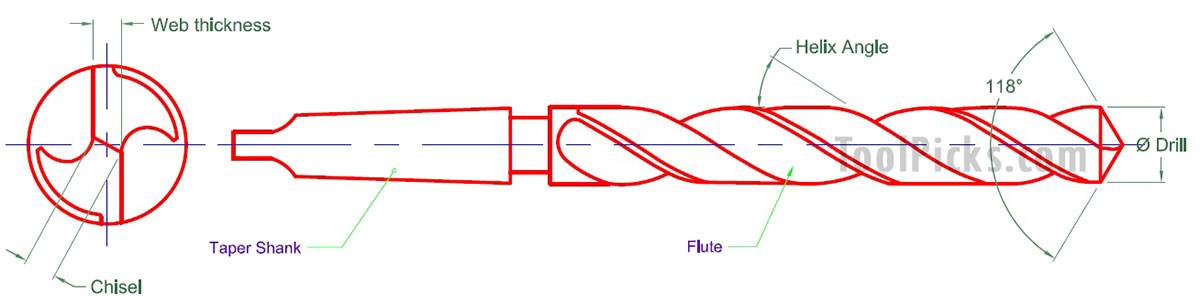
The cutting point angle is usually 118° and the helix angle for general purpose bits is 18 to 30°.
Ideally a sharper cutting angle would be more suitable for softer material while a shallow angle would be better for harder materials such as steel. However the cutting angle of 118° is suitable for drilling on most of the material including wood, plastic, Aluminium, brass and steel.
Drill Bit Material
High Carbon Drill:
These are made out of high carbon alloy steel and hardened. Generally used in woodworking, drilling in thin sheets and not recommended for metalworking.
HSS Twist Drills:
These are made out of High Speed Steel. HSS drill bits are the most commonly used type for general metalworking. They are harder than most steel and are tougher.
Coated HSS drill bits have hardened surface and they offer better wear resistance. Titanium Nitride coating (commonly known as nitriding) that can increase the tool life up to 3 times is the most widely used surface treatment.
Carbide Twist Drills:
Carbide drill bits come in solid carbide which are made out of a single piece and with carbide insert tips. Today carbide drill bits are widely used in precision tooling and in mass production due to their higher productivity and dimensional accuracy.
Masonry Drills
They are used mainly in construction, plumbing and repair work where we have to drill through the walls, concrete etc. A masonry drill bit is similar to twist drill in construction except that there are hardened tips, usually cemented carbide tips.

The hard carbide tips are brazed into a body made out of steel. The softer body and hard cutting tip design enables them to be used on hammer drills.
Wood Drills
Wood working drill bits have different designs specifically for the purpose. While the normal twist drills can be used for woodworking, the following types of drill bits are more suitable for drilling on timber.
Wood Spade Drills:
Spade drill bits are equipped with a centering point at the tip and flat cutting blades. They are normally used for rough work in the wood.

Lip and Spur drill bits
This type of woodworking drill bit is armed with sharp point spur in the center which will penetrate through the soft timber guiding the lip and spur drill bit into the wood. The cutting edges on the outside diameter are at higher levels than the base enabling them to cut the periphery of the hole. Result is a neatly cut hole. These drill bits which are also known as brad point bit can be used to drill soft plastic as well.
Fostner bits
These are drill bits used to create blind holes with flat bottom in wood. Fostner bits are typically used on drill press because they need more cutting force and hence generally not suitable for manual drilling work.
Auger bits
The center of an auger bit is equipped with a tapered screw followed by cutting edges with long spiral. When rotated against the wood, the screw will penetrate into the soft timber and pull the auger drill bit into the material. Once the screw is penetrated, all you need to do is turn the auger bit for the cutting action to take place. There is no need to apply pressure on the tool to pierce into the work piece. This enables them to be used widely in manual work with hand brace.
Drilling Guide and Tips
Drilling Speed and Feed Calculations
The drilling speed and feed depends on the diameter of the tool and the material which it is cutting.
Drilling Speed Formula Metric
To calculate the spindle speed or the rpm (rotations per minute) of the drill in millimeters use the following formula.
Where n= revolutions per minute, Vc is the cutting speed in meters per minute (refer chart below) and D is the drill diameter.
Example:
If we want to drill a Ø10.0mm hole in alloy steel (Vc=27mm) the calculation will be as follows.
Spindle Speed (rpm)= 27 x1000/3.14×10 which would be approximately 860 revolutions per minute.
Drilling Speed Formula Inches

Where n= revolutions per minute, Vc is the cutting speed in SFM (surface feet per minute) and D is the drill diameter in inches.
Cutting Speed for Drilling Materials

Coolant and Cutting Oil for Drilling
Cutting oils and coolants are often used while doing the drilling operation especially when working with steel and other hard materials.
The main purposes of cutting fluids are to cool the cutting tools and work piece, wash away the swarf and act as lubricant during machining.
In drilling, water soluble cutting fluids are used frequently used. They are economical and cool the drill bit and the work faster than oils. Sulfur based cutting oils also work very well for drilling. In smaller machine shops mechanics often mix the kerosene and motor oil though excessive amount of kerosene can produce smoke due to the heat generated during cutting.
Advantages of Cutting Fluids
Using cutting fluids during drilling has the following benefits.
- Better Tool Life
- Wash off Chip and Swarf
- Dimensional accuracy of work since thermal expansion of drill bit and work is reduced.
- Better Surface Finish
Coolant Vs Cutting Oils
The choice between the two is often personal preference and type of machine on which you are performing drilling. The water based soluble oil is mixed in water to produce milky white fluid called coolant. Thus the coolant is able to bring down the temperature faster than regular cutting oils. It can flush out the chip and swarf easily. However if not used regularly, bacteria can grow in coolant and it can get stale.
On the other hand cutting oil offers better lubrication and hence is preferred while drilling larger holes where the cutting takes place at lower speeds. They will also produce better surface finish and can act as protection against corrosion of the machined surface.